618H模具鋼


618H模具鋼介紹 |
618H用于鏡面(miàn)抛光度要求的塑膠模具,普通的塑料注塑模具。
基本信息
型号:618H
産地:瑞典
品牌:一勝百ASSAB
出廠硬度:HB280-310
産品特點:爲真空除氣制煉之合金鋼,純淨度高,經(jīng)超聲波檢驗,硬度及金相結構均勻,抛光容易。
用途:用于鏡面(miàn)抛光度要求的塑膠模具,普通的塑料注塑模具。
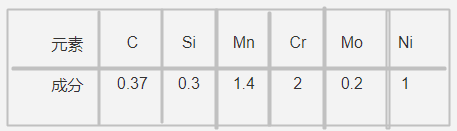
618H模具鋼化學(xué)成(chéng)分介紹 |
618H模具鋼的特性 |
無淬裂和熱處理變形的風險
無需熱處理費用
縮短模具制作周期
降低模具所需成(chéng)本(例:無需矯正變形)
模具易于修正
可施以氮化及火焰硬化處理,以增進(jìn)模具的邊面(miàn)硬度及耐磨性
618H模具鋼材自生産以來均保持高品質、低硫量的水平,其出廠時已熱處理預硬化至36-40HRC因此鋼材能(néng)擁有以下特性:
良好(hǎo)的抛光性幾光蝕刻花性能(néng)
加工性能(néng)良好(hǎo)
高純淨幾優良的均一性
耐磨性更好(hǎo),模具壽命更長(cháng)
備注:618H已100%經(jīng)抄超聲波探傷檢驗
大型尺寸如厚度超過(guò)100毫米已預加工,鋼材表面(miàn)經(jīng)粗銑。爲擁護提供以下便利:
節省重量
已除去剛才表面(miàn)的脫碳層(黑皮)
标準尺寸(正公差)
減少機械加工量
無氧化層以降低機加工量及刀具磨損
618H模具鋼的用途 |
1、用于鏡面(miàn)抛光度要求的塑膠模具,普通的塑料注塑模具。熱塑性塑膠的注塑模
2、由于硬度高,可用于塑膠模具中制作滑塊
3、制造成(chéng)型工具
氮化處理
氮化可增加模具表面(miàn)硬度以加強耐磨損及抗腐蝕性能(néng)。經(jīng)525℃的氨氣氮化後(hòu),模具的表面(miàn)硬度約650HV,氮化的表面(miàn)能(néng)增加抗腐蝕性能(néng)。
碳氮共滲
(液體軟氮化)
經(jīng)570-℃兩(liǎng)小時的碳氮共滲處理,模具表面(miàn)的硬度約爲700HV,氮化層厚度約爲0.01毫米。
硬鉻塗層
模具經(jīng)硬鉻塗層後(hòu),應在180℃回火約4小時以避免氫脆作用。
研磨
正确的研磨技巧除了能(néng)避免研磨裂紋,更能(néng)提高模具的壽命。由于低溫回火的模具對(duì)研磨特别敏感,所以研磨砂輪必須适當的修整削銳,并盡可能(néng)選擇較軟,結和度低,開(kāi)放式晶粒的砂輪,并限制砂輪最高圓周速度,使用大量的冷卻液。有關基本的砂輪選擇建議,請咨詢砂輪制造商。
抛光
ASSAB 618H已硬化及回火的鋼材,具備良好(hǎo)的抛光性能(néng)。采用氧化鋁或鑽石膏,常用的步驟:
研磨後(hòu)預留0.05毫米的抛光餘量?45号鑽石膏抛光,達均勻的霧面(miàn)?15号鑽石膏抛光?3号鑽石膏抛光,或表面(miàn)光潔度要求高的模具須采用1号鑽石膏。
注:每種(zhǒng)鋼材的級别皆有最适當的抛光時間;抛光時間的控制視鋼材的硬度及抛光技巧确定。過(guò)長(cháng)的抛光會影響模具表面(miàn)的光潔度(例,橙皮紋(桔皮)的産生等)。
光蝕刻花
ASSAB 618H特别适合光蝕刻花。因鋼材的含硫量很低,模具表面(miàn)可确保均勻及精确的花紋。
采用ASSAB 618H制成(chéng)的模具生産的小型制品,生産效率高,成(chéng)本低;簡單産品的模具采用ASSAB 618H制造,即經(jīng)濟又縮短模具制造周期。





 掃一掃微信,快速報價
掃一掃微信,快速報價